Le materie prime per la produzione dei dischi sono state suddivise in quelle necessarie per realizzare il master disc, quelle per la stampa vera e propria dei dischi e gli articoli di carta necessari per etichette, copertine e copertine. Il disco principale era realizzato in lacca nera, quindi poteva essere inciso con scanalature per trasportare il suono. L’argento è stato utilizzato per rivestire il disco finito e i dischi di nichel cromato sono stati usati per premere i dischi “in vinile”. I dischi erano più comunemente fatti di plastica nera, sebbene alcuni fossero prodotti in altri colori. Le case discografiche hanno sviluppato i design per le proprie etichette, copertine e copertine degli album; tuttavia, la produzione di questi veniva solitamente subappaltata a fornitori di carta e stampatori.
Disegno
I dischi si sono evoluti in tre dimensioni e tre forme di riproduzione del suono. In origine, i dischi venivano riprodotti a una velocità di 78 giri al minuto (rpm) e venivano chiamati 78 giri. I 78 giri furono in gran parte sostituiti da dischi di lunga durata, chiamati anche LP e 33 giri perché ruotano quando vengono riprodotti a 33,33 giri al minuto. I dischi con una singola canzone su ciascun lato erano conosciuti come singoli e chiamati anche 45 giri perché la loro velocità di riproduzione era di 45 giri al minuto.
Nei loro primi anni, questi dischi erano mono con un suono che di solito proveniva solo da un ago o da un altoparlante e sembravano avere solo una dimensione o direzione della sorgente. Con il miglioramento della tecnologia, il suono veniva registrato in stereo o quadrifonico che veniva anche tipicamente proiettato da due o quattro altoparlanti ed era più realistico perché catturava il suono mentre lo sentiamo con due orecchie.
I giradischi standardizzati hanno impedito molte variazioni nella progettazione fisica del disco. La creatività, invece, è venuta dallo studio di registrazione ma anche dagli artisti, scrittori e ricercatori che hanno sviluppato l’artwork e il testo delle copertine degli album. I collezionisti di oggi sono spesso interessati alle foto e ai disegni rari e ai racconti storici sulle copertine dei dischi quanto lo sono alla musica all’interno.
COPERTINA DEI KING CRIMSON
processo di produzione
Registrazione del suono
1 Nello studio di registrazione, i microfoni sono posizionati in diversi luoghi a seconda dell’acustica (proprietà di rimbalzo del suono) della stanza e della musica registrata. Esistono diversi tipi di microfoni: ad esempio, vengono utilizzati un microfono specializzato per un solista vocale e molti altri per il backup strumentale. I microfoni ascoltano i suoni e li traducono in scariche di corrente elettrica che vengono alimentate alla testina di registrazione su un registratore a nastro magnetico . La testa è composta da strati di metallo che formavano un elettromagnete e il magnete trasmetteva la corrente sotto forma di onde sonore al nastro magneticamente sensibile. Il flusso di corrente o magnetismo varia con l’intensità dell’energia captata dal microfono come suono.
2 Il nastro magnetico è costituito da un lungo nastro di plastica largo 2 pollici (5 cm) rivestito su un lato con ossido di ferro. Mentre il nastro si fa strada attraverso la macchina e attraverso la faccia dell’elettromagnete, l’ossido di ferro risponde ai cambiamenti nella corrente o nel flusso magnetico in modo che un’immagine permanente del suono sia stata formata sul nastro dalle particelle riorganizzate. Il disegno può essere visto al microscopio ma non ad occhio nudo. È, tuttavia, permanente e molto preciso.
3 Durante una sessione di registrazione, i tecnici del suono controllano il lavoro in corso per assicurarsi che ogni nota venga catturata su nastro. Il nastro largo 2 pollici (5 cm) è diviso in 16 tracce separate, ognuna delle quali registra particolari strumenti, voci, sezioni d’orchestra o suoni da diversi microfoni. Durante la registrazione, l’ingegnere del suono manipola anche la scheda di controllo principale per aggiungere effetti speciali o modificare il suono che sente da uno strumento o da una sezione. La scheda di controllo principale mostra anche i livelli di registrazione su ciascuna traccia in modo che possano essere resi più morbidi o più alti. I tecnici del suono poi “fanno il mix” al termine della registrazione per regolare il bilanciamento dei vari strumenti o cantanti. Ad esempio, possono enfatizzare uno strumento particolare durante una canzone e minimizzarlo durante un’altra.
4 A volte il suono di un particolare strumento o voce non è adatto alla registrazione finita e l’artista viene richiamato in studio per registrare nuovamente. Questo processo è chiamato sovraincisione e aggiunge un’altra parte a una traccia separata sul nastro oa un master multitraccia. Se il nastro è sovrainciso, potrebbe essere necessario anche remixarlo. A volte, la collezione di artisti che registrano la musica non può incontrarsi nello studio di registrazione allo stesso tempo; in tal caso, i tecnici del suono registrano prima le tracce ritmiche, poi i cantanti e gli archi. Questo processo multiplo è chiamato addolcimento. Il produttore discografico e gli ingegneri del suono e del missaggio lavorano insieme al mix finale. Il nastro viene quindi modificato per produrre la raccolta di suoni ascoltati nella registrazione finale. Il nastro finito, chiamato nastro master, viene utilizzato per creare un disco master.
5 Il disco principale è realizzato in alluminio rivestito con una morbida lacca nera e chiamato lacca. La responsabilità di realizzarlo spetta all’ingegnere di mastering. L’ingegnere di mastering adatta tutto il suono per un lato del disco nella larghezza specificata dello spazio di riproduzione. Ad esempio, il suono di un disco a 45 giri può occupare uno spazio largo 1,1875 pollici (3 cm) per i groove sul disco, indipendentemente dal fatto che la canzone fosse lunga da tre a cinque minuti. L’ingegnere di mastering sperimenta la spaziatura dei solchi. Il lavoro dell’ingegnere di mastering è fondamentale perché il disco master che produce viene utilizzato come modello per la stampa di migliaia di dischi. La musica ad alto volume richiede solchi grandi e grassi, mentre la musica più morbida richiede solchi stretti.
6 L’ingegnere di mastering controlla lo spazio occupato dai solchi del disco più facilmente manipolando il volume; tuttavia, se su un lato dell’album compare più di un brano, è anche importante mantenere il volume relativamente costante. Per la migliore qualità del suono, gli ingegneri di mastering cercano di utilizzare il volume più alto possibile. Usano anche i microscopi per ispezionare i solchi e sono molto abili nel riconoscere i suoni dai loro solchi.
7 Gli ingegneri di mastering utilizzano una speciale macchina per scanalare chiamata tornio da taglio a passo variabile che è dotata di uno stilo di taglio elettronico per incidere le scanalature in un disco di plastica dura. Il master disc assomiglia molto a un disco, ma è più grande. Un disco da 7 pollici (17,8 cm) di diametro e 45 giri / min viene tagliato su uno spazio grezzo di 10 pollici (25,4 cm) di diametro. Un 12 pollici (30,5 cm) di diametro, 33,33 LP viene tagliato su un grezzo di 14 pollici (35,6 cm) di diametro. Le scanalature sono proprio come i modelli delle particelle di ossido di ferro sul nastro magnetico in quanto imprigionano le vibrazioni sonore nella plastica. Quando la vernice viene tagliata, lo stilo viene riscaldato per aiutarlo a tagliare più agevolmente. Il tornio da taglio ha anche un piccolo tubo per la produzione di vuoto montato accanto allo stilo. Aspira il filo continuo di vernice nera mentre le scanalature vengono tagliate. Questa spirale di lacca di scarto si chiama chip.
8 L’ingegnere di mastering trascrive (contrassegna) il disco tagliato sul bordo esterno con informazioni identificative tra cui il nome del brano o dell’album, il numero del master che appare anche sul nastro master e il tipo di registrazione del suono , che è mono, stereo , o suono quadrifonico. A questo punto della produzione, il produttore discografico e gli artisti possono ascoltare un “acetato di riferimento” o il disco master prima che sia completato in una serie finale di passaggi. Dopo che il disco principale è stato tagliato e approvato per la produzione, il disco viene placcato con uno strato d’argento molto sottile. Viene quindi chiamato il maestro del metallo ed è la base per tutti i dischi prodotti.
9 Nell’impianto di placcatura, viene formato uno stampo di metallo dalla matrice di metallo e nichel liquido viene versato nello stampo per produrre un record di stampaggio di nichel da ciascun lato della matrice di metallo. Questi stampini sono anche elettroplaccati con cromo di spessore inferiore a centomillesimo di pollice (2,5-5 cm). Il rivestimento cromato protegge gli stampini dai graffi.
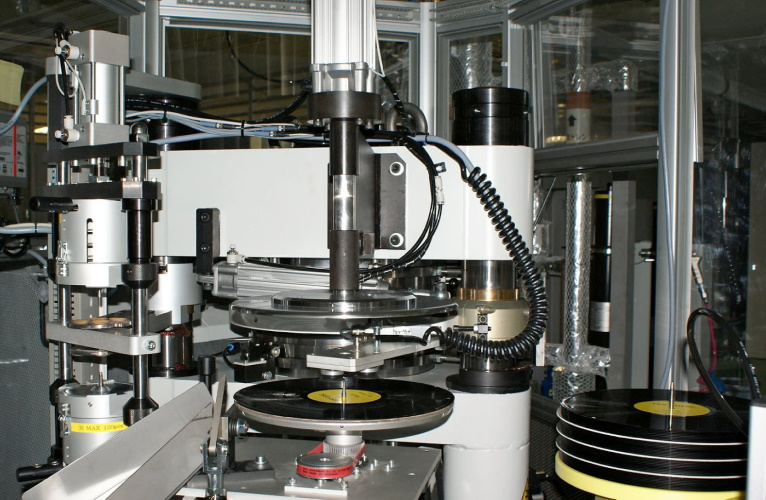
10 LP sono prodotti in fabbriche chiamate impianti di pressatura che di solito si trovano a una certa distanza dallo studio di registrazione, luogo di nascita del disco master e dall’impianto di placcatura dove vengono realizzati gli stampini. Un impianto di pressatura è in grado di produrre fino a 185.000 dischi al giorno. La plastica o il vinile per i dischi viene prodotto sciogliendo la polvere di plastica in un mixer riscaldato. La plastica viene sciolta e mescolata fino a ottenere la consistenza di una gelatina. Viene quindi alimentato attraverso una pressa a rulli che produce fogli lunghi e sottili entro strette tolleranze per lo spessore e la fragilità della plastica. Quando le sfoglie si saranno raffreddate, vengono tagliate in quadrati detti biscotti. Una pressa automatica è dotata di stampini al nichel, uno per ciascuno dei due lati del disco. I biscotti vengono riscaldati per ammorbidirli leggermente e vengono inseriti nella pressa. L’operatore si assicura che il biscotto sia posizionato correttamente e aziona la pressa. Le scanalature e il pattern sonoro sono premuti nella plastica morbida. Questo stesso processo viene utilizzato sia per i dischi di lunga durata che per i singoli.
11 Sempre di forma quadrata, i biscotti stampati vengono convogliati ad un’altra macchina dove vengono incollate le etichette e gli angoli quadrati sono arrotondati. Il bordo del disco viene levigato e il foro centrale viene praticato attraverso le etichette e il disco finito.
12 In una versione alternativa dello stesso processo, la macchina da stampa automatica è dotata di stampini (i due lati dell’album), etichette rotonde dei dischi e una bobina di plastica vinilica nera. La pressa viene riscaldata a 149°C (300°F), provocando la fusione e la diffusione della bobina di plastica tra gli stampigliatori e nelle scanalature in un processo simile allo stampaggio a iniezione. Questa stessa macchina forma il foro attraverso il centro del disco. Una taglierina flash viene utilizzata per tagliare e rifinire il bordo dell’LP.
13 Nel reparto di finitura, ogni record viene attentamente ispezionato prima dell’imballaggio. Il disco appena stampato si sposta in una stazione di confezionamento dove viene inserito in una busta o custodia di carta o cellophan, infilato nella copertina del disco stampata o nella copertina dell’album e quindi avvolto in una pellicola termoretraibile con plastica. Le scatole di imballaggio piene degli album dei dischi confezionati vengono spedite ai distributori.
Controllo di qualità
Storicamente, i tecnici del suono in studio hanno monitorato attentamente tutti gli aspetti della registrazione per assicurarsi che fosse registrata la qualità del suono più desiderabile. Il lavoro dell’ingegnere di mastering era di trasferire quella qualità su un master disc riproducibile entro i vincoli tecnici delle dimensioni del disco e dei suoi solchi. Dopo una prova di stampa, il produttore discografico (e talvolta gli artisti) ha avuto l’opportunità di un importante controllo di qualità nella revisione e approvazione della prova di stampa.
Nella fabbrica di dischi, gli operatori controllavano i biscotti ei movimenti della stampa e fornivano un monitoraggio continuo della stampa dei dischi. Il reparto di finitura ha anche ispezionato il prodotto finale per graffi, urti e altre irregolarità e ha pulito ogni LP prima che fosse imballato. Dopo che i dischi sono stati sigillati nelle loro giacche e imballati alla rinfusa, un gruppo indipendente di tester ha scelto i record confezionati a caso e li ha rimossi dalla confezione. Questi tester hanno controllato la confezione stessa, hanno riprodotto i dischi e li hanno ispezionati per eventuali difetti.
Sottoprodotti/rifiuti
I dischi difettosi sono stati fusi e pressati di nuovo, così come gli angoli quadrati che sono stati rimossi dai biscotti per trasformarli in LP rotondi. La scheggia di vernice di scarto dalla fabbricazione del disco principale è stata riciclata e qualsiasi nichel o cromo dalle parti di lavorazione dei metalli della produzione del disco principale è stato attentamente controllato e riciclato.
Lutto nel mondo della musica: è morto all'ospedale San Martino di Genova Franco Gatti dei Ricchi e Poveri. Aveva 80 anni. Lo hanno annunciato all'ANSA i Ricchi e Poveri insieme alla famiglia: "È andato via un pezzo della nostra vita. Ciao Franco". Franco lascia la moglie e una figlia. I funerali si terranno giovedì alle 11.30 nella chiesa di San Siro nel quartiere Nervi di Genova. Era uno dei quattro componenti del […]